














Contact us on info@hkgsp.com for best price now!
Follow us on: ![]() https://www.facebook.com/gsphk
https://www.facebook.com/gsphk
Article number: 1450985
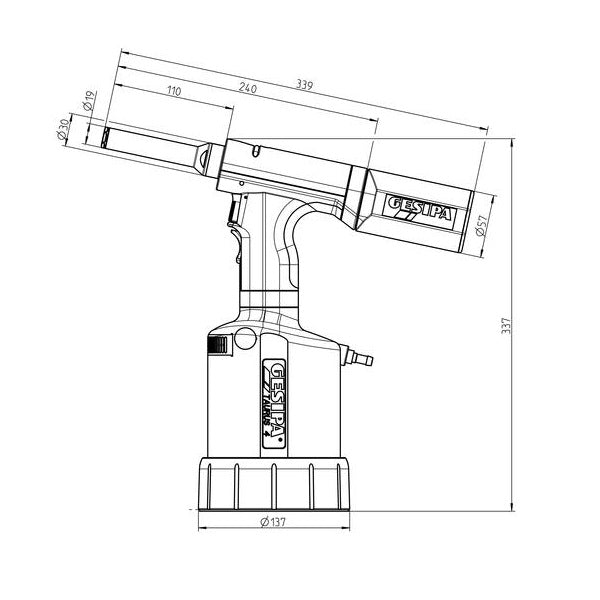
TECHNICAL DATA
Weight: 2.2 kg
Operating air pressure: 5-7 bar
Schlauchanschluss: 6 mm Ø (1/4’’)
Air hose connection: ca. 4.8 ltr. pro Niet
Setting force: 23,000 N at 6 bar
Stroke: 19 mm
SCOPE OF DELIVERY
1 hydraulic oil bottle 100 ml
1 oil refill can
Operating instructions with spare parts list
Hanger on tool head
WORKING RANGE
6.4 lockbolts MagnaGrip®* and C6L
ADVANTAGES
• Specially adjusted stroke for setting lockbolts
• Very high tensile strength allows fast setting
• Extremely handy and leightweight due to its
compact design
• Economic consumption of compressed air
• Minimum wear and tear due to use of pulling
head modules with jaws respectively adjusted
in their numbers of parts
• Efficient operation through extraction of spent
mandrels
• Large spent mandrel container
• Attractive price-performance ratio
• Modular structure
Lockbolts are used where there are particularly high
requirements regarding the durability and vibration safety
of the connection. The connection requires the components
of the lockbolt to be accessible from two sides. Because the
locking ring moulds into the retaining grooves during the
setting process, the connection is extremely durable and
secure against coming loose on its own.
The GESIPA® lock bolt setting devices in the TAURUS® and
Bird® series have been developed using a modular concept
and are an ideal composition of experience and consistent
further development by our experienced engineers.
The lockbolt setting devices guarantee high-quality setting
processes and therefore long-lasting and permanently
tight connections. In the truck & trailer field in particular,
GESIPA® devices ensure fast, trouble-free working processes.
Fastening material by means of lockbolts
With standard lockbolts, the setting process itself is
very similar to the blind riveting process.
1. The pin is positioned on one side and the collar on
the other side of the materials to be joined.
2. The setting tool grasps the pin while pushing itself
against the collar.
3. By pulling the pin the application materials are pressed
together and the collar is forced into the grooves of the
pin.
4. The joining process is finished once the setting tool
hits the joint´s surface and the pin breaks off at the
predetermined fracture point because of the increasing
tensile strength.
MADE IN GERMANY
Tools and fasteners that are
Made in Germany. At our three
German locations, we manufacture
top-quality blind rivets
and setting tools for international
demand.